如今,仅对钣金件表面进行去毛刺处理往往不够,越来越多的用户要求需给钣金件边缘进行倒圆角处理。但您知道倒圆量的大小吗?如何确定合适的倒圆角量?
答案取决于倒圆角的目的。代加工企业必须按照图纸规格来加工钣金件,一般来说,这些规格必须精确且不可更改。在生产图纸中注明必须倒圆角的情况下,倒角的规格对工件的成本将产生相当大的影响。因此,无论是对于生产商本身还是对代加工企业而言,正确选择合适的倒角量非常重要。
满足需要为前提,尽可能少
为确保下游加工设备的安全和高效使用,钣金件必须光洁无毛刺。这些下游设备可以是压闸机、折弯机或矫平机等。在折弯或矫平之前,材料若是无毛刺状态,则无需作倒圆处理,因为矫平辊通常只会被凸起的毛刺损坏损。其他如车刀和铣刀也是如此。所以,无毛刺状态的零件更适合进入后续加工。
为避免人工被划伤,经验表明,只需做0.1毫米的倒角量即可保障安全。即使是与钣金件边缘经常接触的乳胶手套、气动软管或电缆,倒圆范围在0.1毫米以内的钣金件也不会对它们造成损坏。
当考虑到涂层时,影响因素就变得复杂多样了。首先是涂层的类型(KTL、粉末、湿漆),到涂料的类型和质量,再到设备参数,例如预处理、干燥时间或烘干温度,直至产品的最终放置等。以上这些因素再加上边缘半径,它们对防锈保护的持续时间都具有决定性的作用。因此必须通过试验来确定合适的倒角量以延长防腐蚀保护期。当然,在试验中所有其他影响因素必须保持不变。
最小0.5毫米的倒角即可获得可靠涂层
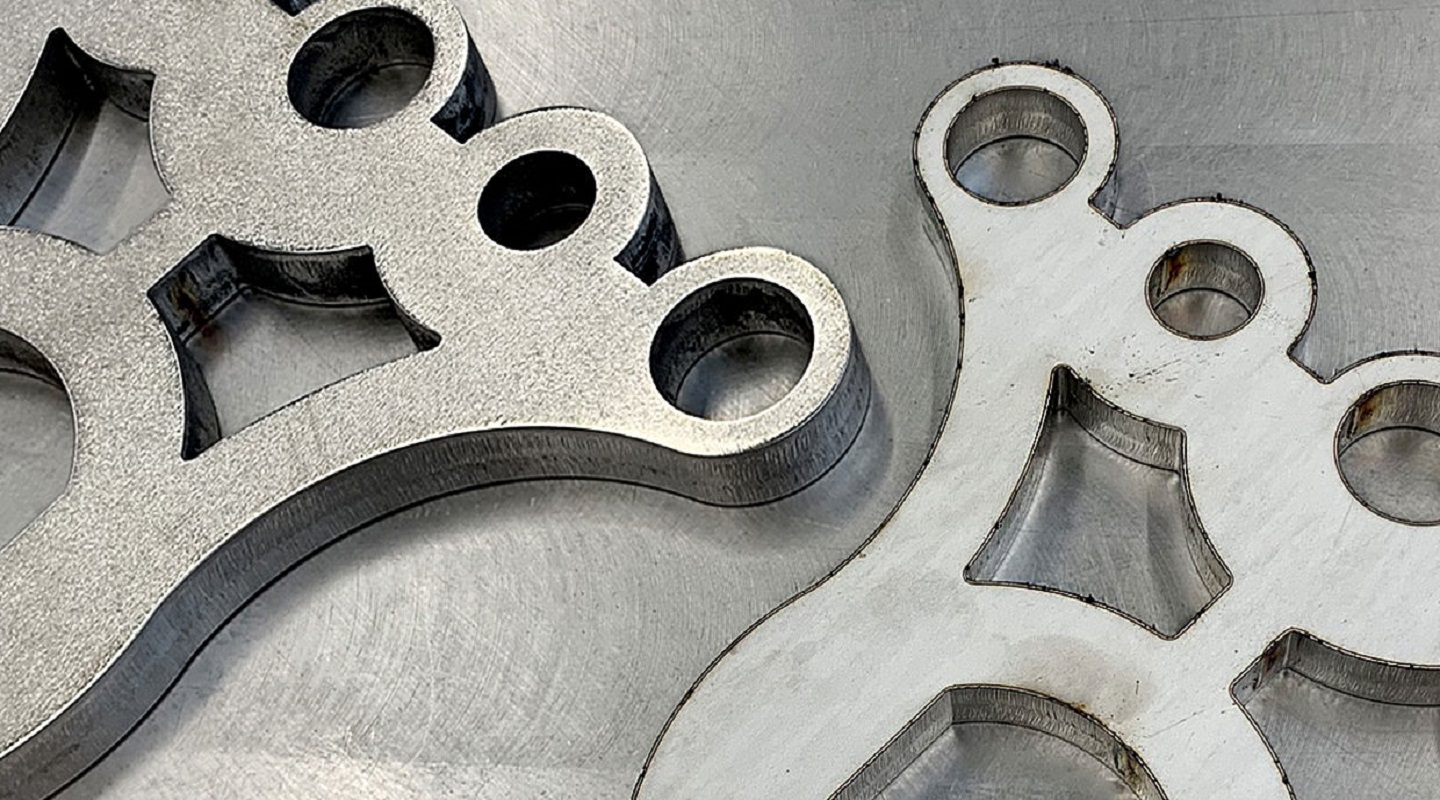
根据DIN EN ISO 9227:2017,"中性盐雾试验NSS "通常被用作测试腐蚀保护的方法。腐蚀的过程是随着时间的推移而考虑的。另外,可以通过制作横截面以显示涂层的厚度变化程度,以便测量样件的倒圆量(如需可补充测量)。这些样件还可清楚地表明,半径的形状对涂层厚度有影响。在不对称倒圆角的情况下,涂层厚度在曲率最大处减小。因此可以断定,具备均匀的半径可以获得理想的边缘倒圆效果。
由此我们可得出的标准(例如用于钢结构或离岸建筑),要求某些钣金件的边缘倒圆半径为2.0毫米或更大。但是,多数实际应用表明,只要在钣金件上做0.5毫米的倒圆加工通常就可以获得良好的涂料附着。由于倒角量以及由此产生的刀具成本会随着边缘半径的增大而成比例地增加,因此对于用户来说,必须找到正确的倒圆量以保障可靠而经济的加工。即:满足需要,能少尽少。